اختصاصی از
فی لوو آموزش کتیا، اندازه گیری (پراب کردن) قطعات ماشینکاری شده روی ماشین ابزارهای CNC با نرم افزار کتیا CATIA دانلود با لینک مستقیم و پر سرعت .
 قطعات ماشینکاری شده روی ماشین ابزارهای CNC با نرم افزار کتیا CATIA")

با وجود آنکه پراپ های اندازه گیری چند سال است که اختراع شده است اما سی ان سی کاران چندان علاقه ای به استفاده از آنها را ندارند. مهمترین علت این بی میلی به استفاده از پراپ ها، مشکل بودن و زمان بر بودن نوشتن ماکروهای اندازه گیری است. به علاوه یک تفکر اشتباه در بین سی ان سی کاران رایج است که "به جز ماشینکاری و براده برداری هر عمل دیگری که روی ماشین CNC انجام می شود وقت گران بهای ماشین را گرفته و به صرفه نیست" و "شما نباید هرگز یک قطعه را با همان ماشینی که ماشین کاری شده اندازه گیری کنید. "اکنون دیگر اندازه گیری روی ماشین به راحتی انجام می شود.
با اندازه گیری چند نقطه کلیدی از قطعه، اپراتور می تواند میزان انحراف را قبل از به وجود آمدن هزینه های اضافی تشخیص دهد. مشکلات مربوط به ابزار و آفست های نامناسب، خطاهای پیشروی و سرعت، خطاهای برنامه های NC و شبیه آنها به کمک اندازه گیری روی دستگاه CNC به سرعت قابل تشخیص است. برخلاف اندازه گیری های سنتی، لزومی به اندازه گیری تمام شکل قطعه نیست. اکثر خطاهای جدی را می توان با چک کردن گروهی از المان های شکل قطعه تشخیص داد. سایش ابزار از علل اصلی در خراب شدن قطعه و یا دوباره کاری هاست. با اندازه گیری دوره ای بعضی از المان ها در حین ماشینکاری می توان میزان سایش ابزار را چک کرد و برای تعویض ابزار یا تنظیم ابزار از طریق تغییر برنامه تصمیم گیری کند. به عبارت دیگر با اطلاعات حاصله از اندازه گیری، می توان عمر دقیق ابزار را تشخیص داد و کمتر تصمیم گیری شخصی را در تعویض ابزار زودتر از عمر مفید یا دیرتر از عمر مفید آن دخیل کرد.

امروزه، اپراتورها زمان زیادی صرف تنظیم فیکسچر و قطعات می کنند. برای مثال در براده برداری های کم، زمان تنظیم بیشتر از زمان ماشینکاری است. با استفاده از اندازه برداری اتوماتیک بر روی ماشین زمان تنظیم به مقدار قابل توجه ای کاهش می یابد. علاوه بر این اپراتور به راحتی می تواند مقدار افست را محاسبه کند. در صورتیکه از روش معمول برای اندازه گیری برای قطعه استفاده شود زمان زیادی باید صرف برداشتن قطعه، بردن قطعه، تنظیم قطعه در دستگاه اندازه گیری، آوردن قطعه، تنظیم مجدد روی CNC شود که در این مدت دستگاه CNC بیکار است و به دست آوردن اندازه دقیق باید این کار چندین بار تکرار شود. در تولید گروهی با استفاده از اندازه گیری روی دستگاه خطاهای ماشین برای نخستین قطعه محاسبه می شود و برای قطعات دیگر جبران خطا به صورت نرم افزاری صورت می گیرد.
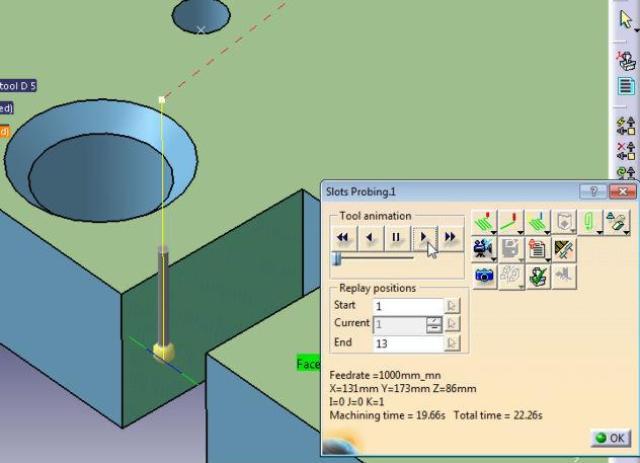
در نرم افزار پیشرفته کتیا در محیط Advanced Machining ابزارهایی جهت اندازه گیری (پراب کردن) قطعات ماشینکاری بر روی ماشین ابزارهای CNC وجود دارد که در این جزوه به آموزش و نحوه استفاده از این ابزارها پرداخته می شود...
در ضمن فایل آموزشی مورد نظر مشتمل بر 23 صفحه، به زبان فارسی، به همراه تصاویر رنگی و با فرمت pdf تهیه شده است.

جهت خرید آموزش کتیا، اندازه گیری (پراب کردن) قطعات ماشینکاری شده روی ماشین ابزارهای CNC با نرم افزار کتیا CATIA به مبلغ فقط 2000 تومان و دانلود آن بر لینک پرداخت و دانلود در پنجره زیر کلیک نمایید.
در این سایت شما می توانید مطالب ویژه و تخصصی نرم افزار کتیا را دانلود نمایید.
!!!لذت یادگیری را به فردا مسپارید، که چقدر زود دیر می شود!!!
!!لطفا قبل از خرید از فرشگاه اینترنتی کتیا طراح برتر قیمت محصولات ما را با سایر فروشگاه ها و محصولات آن ها مقایسه نمایید!!
!!!تخفیف ویژه برای کاربران ویژه!!!
با خرید حداقل 10000 (ده هزارتومان) از محصولات فروشگاه اینترنتی کتیا طراح برتر برای شما کد تخفیف ارسال خواهد شد. با داشتن این کد از این پس می توانید سایر محصولات فروشگاه را با 20% تخفیف خریداری نمایید. کافی است پس از انجام 10000 تومان خرید موفق عبارت درخواست کد تخفیف و ایمیل که موقع خرید ثبت نمودید را به شماره موبایل 09365876274 ارسال نمایید. همکاران ما پس از بررسی درخواست، کد تخفیف را به شماره شما پیامک خواهند نمود.
دانلود با لینک مستقیم
آموزش کتیا، اندازه گیری (پراب کردن) قطعات ماشینکاری شده روی ماشین ابزارهای CNC با نرم افزار کتیا CATIA ")




