دانلود با لینک مستقیم و پر سرعت .

تاریخچه جوشکاری
چون احتیاجات بشر ، اتصال و جوش در همه موارد را خواستار بوده است، لذا مثلاً از رومیهای قدیم ، فردی به نام "پلینی" از لحیم به نام آرژانتاریم وترناریم استفاده میکرد که دارای مقداری مساوی قلع و سرب بود و ترنایم دارای دو قسمت سرب و یک قسمت قلع بود که هنوز هم با پرکنندگی مورد استفاده قرار میگیرند.
دقت و ترکیبات شیمیایی و دستگاههای متداول طلاسازی از قدیمالایام در جواهرات با چسباندن ذرات ریز طلا بر روی سطح آن با استفاده از مخلوط نمک و مس و صمغ آلی که با حرارت ، صمغ را کربونیزه نموده ، نمک مس را به مس احیاء میکنند و با درست کردن آلیاژ طلا ، ذرات ریز طلا را جوش میدهند و تاریخچه ای به شرح زیر دارند:
- "برناندوز" روسی در 1886 ، قوس جوشکاری را مورد استفاده قرار داد.
- "موسیان" در 1881 قوس کربنی را برای ذوب فلزات مورد استفاده قرار داد.
- "اسلاویانوف" الکترودهای قابل مصرف را در جوشکاری بکار گرفت.
- "ژول" در 1856 به فکر جوشکاری مقاومتی افتاد.
- "لوشاتلیه در 1895 لوله اکسیاستیلن__ را کشف و معرفی کرد.
- "الیهو تامسون" آمریکائی از جوشکاری مقاومتی در سال 7-1876 استفاده کرد.
چون علم جوشکاری همراه با گنج تخصصی بود، یعنی هر جوشکار ماهر در طی تاریخ درآمد زیادی داشت، سبب شد که اسرار خود را از یکدیگر مخفی نمایند. مثلاً هنوز هم در مورد لحیم آلومینیوم و آلیاژ ، آن را از یکدیگر مخفی نگه میدارند. در جریان جنگهای جهانی اول و دوم جوشکاری پیشرفت زیادی کرد. احتیاجات بشر به اتصالات مدرن – سبک – محکم و مقاوم در سالهای اخیر و مخصوصاً بیست سال اخیر ، سبب توسعه سریع این فن گردید و سرمایهگذاریهای عظیم چه از طرف دولتها و چه صنایع نظامی و تخصصی در این مورد اعمال گردید و مخصوصاً رقابتهای انسانها در علوم هستهای ( که فقط برای صلح باید باشد ) ، یکی دیگر از علل پیشرفت فوق سریع این فن در چند ده سال اخیر شد که به علم جوشکاری تبدیل گردید.
گروههای مختلف جوشکاری
- لحیم کاری
- جوشکاری فشاری و پرسی
- جوشکاری ذوبی
- جوشکاری زرد
جوش و جوشکاری
همه چیز درباره جوش و جوشکاری
جوشکاری از مسائل خیلی مهم در صنعت ساختمان است .اهمیت این امر به سبب ساخت و سازهای مرتفع که امروزه در تمام نقاط شهری و حتی روستایی به سرعت در حال پیشرفت است چندین برابر شده تا آنجا که سازمان نظام مهندسی نیز با درک این مسئله دوره های مختلفی را برای بالا بردن آگاهی اعضای خود و بروز کردن اطلاعات مهندسین محترم مرتبا برگزار میکند.
در قسمت ذیل عناوینی مشاهده میشود که خود شامل زیر مجموعه های دیگری می باشند(که در ادامه مطلب بطور کامل آمده است). تلاش من در ارائه این مطلب بر این بوده تا حد امکان این مهم کامل و جامع بررسی شود. باشد که مورد توجه علاقمندان قرار گیرد...
نکاتی در مورد جوشکاری ساختمانهای فلزی
انواع اتصالات در جوشکاری
خطاهاى جوشکارى اتصالات در ساختمانهاى فولادى
آزمایشهای جوش
انواع و روش های جوشکاری
جوشهای بی کیفیت ساختمانها
جوشکاری با قوس الکتریکی
نکاتی در مورد جوشکاری ساختمانهای فلزی
فرآیند برپا سازی اسکلت ساختمانهای فلزی (غالباً مسکونی و تجاری های کوچک) در زمان کوتاهی٬ حدوداً یک روزه٬ انجام می شود. به همین دلیل نمی توان تمام جوشکاریها را در همان روز انجام داد. در این حالت در قدم اول جوشکار سعی می کند تیر و ستونهای ساختمان را با حداقل جوش بر پا کند و بعد از رفتن جرثقیل٬ هزینه ساعتی اجاره جرثقیل زیاد است و برای همین نمی توان چند روز از آن استفاده کرد مضافاً اینکه اگر حتی یک ساعت در روز از آن استفاده شود باید هزینه کل روز را پرداخت نمود٬ شروع به جوشکاری کامل کند.
برای همین است که پایداری ساختمان فلزی در چند روز اول که جوشکاری ها هنوز نیمبند هستند بسیار کم است. بلای جان این وضعیت٬ باد است. بله وزش باد. تصور اینکه یک ساختمان به خاطر وزش باد فرو بریزد بسیار وحشتناک است. چه باید کرد؟
خب٬ این خودش یک بحث علمی را میطلبد. آیا تابه حال به واژه "بارهای حین ساخت" (Construction Loads) برخورده اید؟ اساس قضیه اینست که تکنولوژی ساخت نیز علاوه بر بارهای اعمالی بر سازه٬ ممکن است بارهای جدیدی را به سازه اعمال کند. مثلاً در مبحث پل سازی٬ اگر برای ساخت پل مجبوریم که از تکنولوژی ساخت خاصی استفاده کنیم٬ شاید که لازم باشد سازه را برای یک بارگذاری جدید که ریشه آن فقط و فقط روش ساخت است طراحی کنیم. حالا جالب است که بعضی مواقع این بارها هستند که در طراحی سازه حاکم می شوند. بهر حال٬ می توان یک تحقیق علمی خوب در این زمینه مربوط به مسئله ای که اشاره شد انجام داد. اما اگر بخواهیم این مسئله را بصورت تقریبی و تجربی حل کنیم٬ بهتر است که دستورالعمل های ساده ای را رعایت کنیم.
- به هواشناسی اهمیت دهیم. روزهایی که وزش باد زیاد است (Windy Weather) از الم کردن سازه اجتناب کنیم.
- اگر که مجبور به ادامه کار در حین وزش باد هستیم در طول برپاسازی به ارتفاع و عرض سازه عمود بر جهت وزش باد (سطح بادگیر سازه) دقت کنیم. طوری باید کار را پیشرفت داد که همواره این عامل حداقل باشد.
- اگر در یک سایت با محوطه باز هستید احتمال تغییر جهت باد به نفع خود با آرایش و چیدمان مهندسی و حساب شده ماشین آلات کانتینرها و هر چیز دم دستتان که دارای حجم و سطح مناسبی است را بررسی کنید.
- استفاده از حائل برای افزایش پایداری هم گزینه مناسبی است.
- از علم مهندسی سازه نیز استفاده کنید. در حین الم سازی سازه دقت کنید که اگر بعضی از اتصالات کامل جوشکاری شوند می توانید حداقل یک سازه معین پایدار داشته باشید. اکنون باید مطمئن باشید که سازه معین انتخابی شما پایدار است.
- موارد دیگری که نسبت به جایی که شما هستید احتمالاً وجود دارند که شما باید از خلاقیت خود کمک بگیرید.
انواع اتصالات در جوشکاری
مراحل اجرایی جوشکاری قوس الکترود دستی
آلودگی ها از قبیل چربی، کثافات، رنگ، اکسیدها و پوسته ها از لبه های مورد جوش حداقل تا فاصله 15mm از هر طرف قطعه. اصولاً کار به کمک سنگ زنی، برس زنی و سمباده انجام می گیرد. روش شیمیایی بیشتر برای زدودن چربی ها می باشد.
جوشکاری (Beveling): متناسب با ضخامت ورق و شرایط کار و نهایتاً به کمک استانداردها لبه سازی انجام می شود. برای ورق های ضخیم از لبه سازی (Beveling) دو طرفه و برای ورق های با ضخامت متوسط از لبه سازی یک طرفه استفاده می شود. مسلماً شیار (Groove) نیز می تواند برای قطعات با ضخامت متوسط از یکطرف و برای قطعات ضخیم در دو طرف قطعه ایجاد شود. 1-برطرف کردن کلیه مواد زائد، ناخالصی ها، 2- یخ زدن لبه های مورد
زاویه پخ و شعاع انحناء تحتانی لبه ها بر حسب حساسیت به ترک، پیچیدگی، وزن قطعه در هنگام جوشکاری، نوع الکترود، مهارت جوشکار و هزینه یخ سازی انجام می گیرد. مثلاً لبه سازی به صورت لاله فلز جوش متری نسبت به لبه سازی به صورت V نیاز دارد. یا لبه سازی به شکل V به بعضی ترک خوردگی ها نسبت به شکل لاله (U) حساس تر است و یا قطعات لبه سازی شده از دو طرف نسبت به قطعات لبه سازی شده از یک طرف حساسیت کمتری به پیچیدگی دارند.
البته بعضی اوقات از شکل ظاهری قطعات می توان استفاده کرده و لبه سازی انجام نمی دهند.
لبه سازی معمولاً به کمک سنگ زنی، ماشین کاری و یا با استفاده از Totch و یا قوس انجام می گیرد که هر یک مستلزم هزینه می باشد و به هزینه جوشکاری افزوده می گردد.
3- استقرار اجزاء در کنار یکدیگر برای عملیات جوشکاری:
ترجیحاً استقرار قطعات را طوری کنار یکدیگر فراهم می سازند که راحت ترین موقعیت (Position) برای جوشکاری آنها تامین گردد. در این راستا می توان از گیره، نگهدارنده و وضعیت دهند ها استفاده نمود که اکثراً شرایط کار را خیلی ساده می کنند.
4- تک بندی (Tack Weld): قطعات در فواصل مناسب بطوریکه از پیچیدگی آنها جلوگیری به عمل آید و پیچیدگی آنها به حداقل برسد نسبت به یکدیگر با خال جوش کنار هم استقرار می یابند.
5- عملیات جوشکاری
انتخاب الکترود و تنظیم آمپر و قراردادن کار در موقعیتی که جوشکار احساس راحتی کند. تنظیم آمپر اصولاً روی تکه قراضه ای انجام می گیرد.
پس از راه اندازی قوس و تنظیم آمپر، قوس را به داخل محل اتصال جهت می دهند تا فلز جوش در محل اتصال رسوب داده می شود. لذا جوشکار حرکت های زیر را بایستی همزمان به طور یکنواخت و قابل کنترل انجام دهد این حرکت ها عبارتند از:
الف) تثبیت فاصله نوک الکترود با سطح مذاب حوضچه. در حقیقت الکترود را باید به سمت حوضچه در اثر مصرف پایین آورد.
ب) حرکت الکترود و قوس در سرتاسر مسیر جوش که در اصل تعیین کننده سرعت جوشکاری است. این حرکت توام با حرکت های زیگزاگی یاموجی شکل است که هر جوشکار بر حسب عادت یک نوع حرکت را انجام می دهد.
حرکت موجی الکترود سبب می گردد تا سرباره به کناره ها جارو گردد، البته این حرکت بایستی طوری انجام گیرد که سرباره در جوش حبس نشود و زاویه الکترود نسبت به قطعه و زاویه کاردرست انتخاب شود.
قطع قوس به منظور تعویض الکترود بایستی به آرامی انجام گیرد یعنی الکترود به آهستگی به عقب کشیده شود تا عیب دهانه آتش فشان در جوش بوجود نباید بایستی الکترود را به طرف عقب حرکت داد و همزمان فاصله قوس را زیاد کرد تا قوس خاموش شود. الکترود بعدی که مورد استفاده قرار گیرد ابتدا بایستی انتهای حوضچه سنگ بخورد و جوش از جلو شروع شود و به طرف عقب برگردد و مجدداً ادامه یابد. محل تعویض الکترود منبع جدی برای بوجود آمدن عیوب جوش از قبیل سرباره، حباب گاز و فقدان ذوب کامل می باشد.
در جوشکاری چند پاسه بایستی سرباره از روی هر پاس بطور کامل تمیز گردد و سپس جوشکاری در پاس های بعدی انجام گیرد. هر پاس حداقل 3/1 پاس زیری را می پوشاند.
زاویه کار (Work Angle)
زاویه بین الکترود با خط عمود بر جوش در صفحه عرضی را زاویه کار می گویند.
زاویه راهنما (Lead Angle)
زاویه الکترود با خط عمود بر جوش در صفحه طولی را زاویه راهنما می گویند. زاویه الکترود سبب می گردد تا جوشکار بتواند حفره کاسه ای شکل قوس را مشاهده نماید، علاوه بر آن نیروی قوس سبب می گردد تا سرباره بطور ناخواسته بطرف جلو حرکت کند و همچنین از بروز گودافتادگی کنار جوش (Undercut) جلوگیری می کند. جوشکار بایستی در انتخاب زاویه کار و زاویه راهنما انتخاب صحیحی انجام دهد.
دسترسی به ماشین جوشکاری: سعی میشود ماشین جوشکاری تا حد امکان در دسترس جوشکار قرار گیرد تا از مزاحمت کابل ها و تداخل آنها اجتناب شود. که به تازگی با استفاده از کنترل از راه دور جوشکار می تواند شدت جریان جوشکاری را خود از محل جوشکاری تنظیم نماید.
فضای کارگاه: جوشکاری در فضای بسته انجام نمی گیرد مگر آنکه تهویه کافی و پرقدرت بر رویفضا تعبیه شده باشد.
نحوه بسته بندی و نگهداری الکترود: معمولاً الکترودها را در بسته های به صورت Hermetically airtight به بازار عرضه می کنند.
بایستی در نگهداری الکترودها در انبار دقت لازم به عمل آید و آنها را در محلی دور از رطوبت، آب، باران، گرد و خاک، دود، گریس و چربی نگهداری نمود. (جای خشک بهترین محل است) و اصولاً الکترود را نباید در انبار روی زمین انباشت نمود بهترین جا قفسه می باشد.
وسایل مورد نیاز:
برای فولادهای کربن استیل Wire Brush، Chipping Hammer، Helmet، برای فولادهای زنگ نزن و زنگ زن استفاده می کنند. Wire Brush Chipping Hammer Face Shield، Hand Shield، Gloves، Photo Sensitive Lens، Leathers نیز استفاده می شود.
گذشته از وسائل یاد شده ایمنی نیز در جوشکاری بایستی مورد توجه قرار گیرد. مثلاً جلوگیری از سقوط جوشکار بخاطر برق گرفتگی، همچنین در هنگام جوشکاری گازهای مضری نظیر اوزنبهخاطر اشعه ماوراء بنفش، No2 (Nitrogen dioxide) و Phosgene Gas و همچنین اشعه ماوراء بنفش بوجود می آیند که برای پوست و تنفس مضر هستند. O3
معایب و محدودیتهای روش SMAW
1- با کوتاه شدن الکترود، جوشکار باید الکترود را تعویض نماید و این امر باعث کاهش سرعت وراندمان جوشکاری می شود.
2- شدت جریان جوشکاری بدلیل زیاد بودن طول الکترود محدود است. آمپرهای بالا مانند آنچه در تفنگهای اتوماتیک یا نیمه اتوماتیک استفاده می شود غیر عملی است زیرا فاصله بین قوس و نقطه تماس الکتریکی در نگهدارنده الکترود (طول الکترود) زیاد بوده و شدت جریان جوشکاری بوسیله مقاومت حرارتی زیاد الکترود محدود می شود. درجه حرارت الکترود نباید از درجه حرارتشکست پوشش (Break Down) بیشتر شود زیرا مواد شیمیائی موجود در پوشش با یکدیگر یا با هوا واکنش کرده و وظیفه خود را بخوبی در قوس انجام نمی دهند.
خطاهاى جوشکارى اتصالات در ساختمانهاى فولادى
1- مقدمه
با وجود تجربه تلفات و خسارات سنگین زلزله هاى اخیر مانند زلزله هاى منجیل و بم، احتمال جدى وقوع زمین لرزه هاى بزرگ در بیشتر مناطق پر جمعیت کشور و نیاز جدى به اعمال کنترل کیفى در طراحی و اجرای ساختمانها، متاسفانه هنوز توجه کافی به ساخت و ساز صحیح نشده است . از نظر علم مهندسى زلزله، در حال حاضر ساخت بناهای مقاوم در برابر زلزله امکان پذیر است، لیکن عملا به دلیل یکسری مشکلات اجرائی رسیدن به ساختمانهای مقاوم تضمین نمی گردد.
مشکل اصلی آسیب پذیرى لرزه ای ساختمانها حتی نمونه های جدید الاحداث در ایران، عدم استفاده صحیح از دانش فنی در مراحل طراحی و اجرا می باشد. دستورالعملهای اتصالات جوشکاری شده و ضوابط طراحی ساختمانهای فولادی، گاهی در طراحی و اجرا سهل انگاری میشود. لذا بایستی سطح معلومات فنی این افراد افزایش یافته و نیز مکانیزمی براى اعمال قاطعیت اجرایی و کنترل امر در نظر گرفته شود و البته طوری که حقوق مهندس ناظر حفظ شده و مسئولیتها به درستی تقسیم گردد.
ساختمانهای فولادی بخش قابل توجهی از ساخت و ساز در ایران را تشکیل میدهند و یکی از مهمترین موضوعات در هر ساختمان فولادی، کنترل جوشکاری آن میباشد. اهمیت این امر در زلزله های اخیر نتمان داده شده است که خسارات اساسی پس از بریدن جوش اتصال عضو سازه ای مدید میآید
جوشها در همه بخشها بایستی منطبق بر اطلاعات نقشه بوده و از لحاظ بعد و طول جوش و کنترل کیفیت لازم بررسی گردد. در استاندارد 2800، آزمایشات اولتراسونیک و رادیوگرافى براى کنترل اتصالات جوشی قابهای خمشی ویژه اجباری شده است که البته بسته به تشخیص مهندس ناظر در سایر حالات حتی در ساختمانهای معمولی نیز باید انجام گردد. در این مقاله، ضمن مروری بر عیبهای معمول جوشکاری در اجرای ساختمانهای فولادی، روشهای بازرسی و کنترل کیفیت جوش ارائه میگردد.
- عیبها و ناپیوستگى های معمول در جوشکاری
یکی از مهمترین وظایف بازرس یا تیم کنترل کیفی جوش، ارزیابی حقیقی جوشها به منظور بررسی مناسب بودن آنها در شرایط بهره برداری و در واقع تعیین هر گونه کمبود و نیز نامنظمی در جوش یا قطعه جوشکاری شده که عموما ناپیوستگى نامیده میشود میباشد. در حالیکه یک ناپیوستگى، هر گونه اختلال در ساختار یکنواخت را بیان می کند، یک عیب ناپیوستگى وپژه است که مناسب بودن سازه یا قطعه را زیر سئوال می برد. شکل ناپیوستگى را میتوان به دو گروه کلی خطی و غیر خطی تقسیم نمود. ناپیوستگى هاى خطی طولی به مراتب بیش از پهنا دارند. زمانیکه در جهت عمود بر تنش اعمالى قرار گیرند، یک ناپیوستگى خطی نسبت به غیر خطی شرایط بحرانی تری را ایجاد می کند، چرا که احتمال اشاعه و در نهایت تخریب آن بیشتر خواهدبود.
- ناپیوستگیهاى فلز جوش و فلز پایه
3-1 . ترکها
بحرانی ترین ناپیوستگى ها، ترکها هستند. شرایط اضافه بار باعث ایجاد ترکها و تمرکز تنش می شود. یک روش گروه بندی ترکها با مشخص کردن آنها به صورت گرم یا سرد است . همچنین ترکها را میتوان توسط جهت آنها نسبت به محور طولی جوش توصیف نمود. ترکهای طولی بعلت تنشهای انقباضی عرضی جوشکاری یا تنشهای سرویس ایجاد می شوند. ترکهای عرضی عموما به علت اثر تنشهای انقباضی طولی جوشکاری روی جوش یا فلز پایه با انعطاف پذیرى کم ایجاد می شوند. انواع مختلف ترک با توصیف دقیق موقعیتهای اجزا مختلف شامل : ترکهای گلویی، ریشه، کناره، چاله جوش، زیر گرده منطقه متاثر از حرارت و فلز پایه هستند.
ترکهای گلویی که از میان گلویی جوش یا کوتاهترین مسیر در سطح مقطع جوش گسترش می یابد، از نوع ترکهای طولی بوده و اغلب در طبقه بندی ترک گرم قراردارند.
ترکهای طولی و عرضی در جوشهای شیاری و گوشه ترکهای ریشه در فلز پایه یا در خود جوش نیز در زمره ترکهای طولی هستند. ترکهای کناره جوش در فلز پایه ایجاد شده و در کناره جوش توسعه ما یابند. ترکهای چاله جوش درنقطه پایانی ردیفهای منفرد جوش در صورت عدم مهارت جوشکار ایجاد می شوند. دسته بعدی ترکها، ترک زیر جوش به علت حضور هیدرورن است
این نوع ترک بجای فلز جوش در ناحیه تحت تاثیر حرارت به موازات خط ذوب واقع هستند.
3-2. ذوب و نفوذ ناقص
طبق تعریف، ذوب ناقص یک ناپیوستگى در جوش است که ذوب شدن بین فلز جوش و سطوح ذوب و یا لایه های جوش رخ نداده باشد. بعلت خطی بودن و انتهای نسبتا تیز آن، ذوب ناقص از ناپیوستگى های بارز در جوش است و در وضعیتهای مختلف در منطقه جوش تشکیل می شود. نفوذ ناقص معرف حالتی است که فلز جوش به طور کامل در سراسر ضخامت ورق گسترده نشده باشد. موقعیت این عیب در مجاورت ریشه جوش است . ذوب و نفوذ ناکافی به علت عدم مهارت جوشکار، شکل نامناسب اتصال یا آلودگی اضافی ایجاد می شود.
3-3. سرباره های محبوس شده
مناطقی در سطح مقطع یا در سطح جوش هستند که سرباره محافظ حوضچه جوش به طور مکانیکی درون فلز منجمد شده محبوس میشود. این سرباره منجمد شده بخشی از مقطع جوش را نمایش می دهد که فلز جوش بخوبی ذوب نمی شود. این پدیده خود سبب ایجاد بخشى ضعیف در نمونه خواهد شد. در حقیقت سرباره های محبوس شده اغلب در ارتباط با ذوب ناقص هستند.
3-4. تخلخل
این نوع ناپیوستگی در خلال انجماد جوش در اثر حبس گاز ایجاد می شود. بنابراین تخلخل را بسادگى میتوان، حفره های گاز درون فلز جوش منجمد شده دانست . به علت طبیعت کروى شکل آنها، تخلخل کمترین خطر را در میان دیگر ناپیوستگی ها داراست ولی در زمانیکه جوش باید تحمل فشارهای بالا را داشته باشد حضور تخلخل خطرناک خواهد بود. منابع مختلفی براى حضور رطوبت یا آلودگى وجود دارد که میتوان الکترود فلز پایه، گاز محافظ یا محیط اطراف را در این میان نام برد، تغییر در تکنیک جوشکاری نیز می تواند سبب ایجاد تخلخل شود.
3-5. بریدگی کنار جوش
بریدگی کنار جوش یک ناپیوستگی سطحی است که در فلز پایه مجاور فلز جوش رخ میدهد. در شرایطی عیب را داریم که فلز پایه شسته شده ولی با فلزی پر کننده جبران نمی شود. نتیجه، ایجاد یک شیار خطی با شکلی نسبتا تیز است که در فلز پایه تشکیل می شود. این عیب بعلت سطحی بودن ماهیت آن براى بارگذاری خستگی خطرناک است . بریدگی کنار جوش عموما به علت تکنیک جوشکاری نامناسب ایجاد می گردد، به ویژه اگر سرعت حرکت جوش زیاد باشد. علاوه بر این اگر گرمای جوشکاری بسیار بالا باشد می تواند سبب ذوب شدن بیش از حد فلز پایه گردد.
3-6 . پرشدن ناقص
این مورد مشابه بریدگی کنار جوش، یک ناپیوستگی سطحی است که به علت کمبود ماده در مقطع عرضی ایجاد میشود. تنها تفاوت در این میان این است که پرشدن ناقص در فلز جوش ولی بریدگی کنار جوش در فلز پایه یافت می شود. به بیان ساده، پرشدن ناقص، زمانی رخ می دهد که فلز پر کننده به اندازه کافی براى پرکردن اتصال جوش در دسترس نباشد. مشابه بریدگی کنار جوش، پرشدن ناقص نیز هم در سطح رویى و هم در ریشه جوش ظاهر می شود. دلیل اولیه پرشدن ناقص، تکنیک غلط جوشکاری است . مثلا سرعت زیاد جوشکاری اجازه پرشدن اتصال و هم سطح شدن آن با فلز را نمی دهد.
3-7. سررفتن
نوع دیگر ناپیوستگی سطحی جوش که از تکنیک نامناسب جوشکاری (سرعت جوشکاری خیلی آرام ) ناشی می شود، سررفتن است که در آن، فلز جوش روى فلز پایه مجاورش سر میرود و درکناره جوش، شیارى تیز را ایجاد می نماید. به علاوه اگر مقدار سررفتن به اندازه کافی زیاد باشد می تواند ترکی را که از این تمرکز تنش ایجاد می شود را مخفی نماید.
3-8. تحدب بیش از حد
این ناپیوستگی مختص جوشهای گوشه است و طبق تعریف تحدب عبارت از حداکثر فاصله از رویه محدب یک جوش گوشه تا خط واصل بین کناره های جوش است . از نقطه نظر استحکام مقدار تحدب در جوش گوشه ضروری است ولی اگر از حدی بیشتر باشد، به عنوان یک عیب تلقی می شود. این مطلب هم از نقطه نظر اقتصادی (مصرف فلز پرکننده بیشتر) و هم از نظر حضور مناطق تیز اطراف جوش به خصوص در بارگذارى خستگى مطرح می شود. دلیل ایجاد تحدب، آرام بودن سرعت جوشکاری یا تکنیک ناصحیح جوشکاری است .
3-9. لکه قوس و پاشش
لکه های قوس در نتیجه شروع قوس عمداً یا تصادفی روی سطح فلز پایه دور از اتصال به وجود میآیند. در اثر این رخداد، منطقه ای متمرکز شده از سطح فلز پایه ذوب شده و سریعاً سرد و شکننده می شود. پاشش همان ذرات فلزی پراکنده ناشی از جریان بالای جوشکاری هستند که در تشکیل جوش نقشی ندارند. از نقطه نظر بحرانی بودن، پاشش ممکن است زیاد مهم تلقی نشود، ولی در هر حال مقادیر زیاد پاشش میتوانند گرماى موضعی زیادی را به سطح فلز مشابه با اثر لکه قوس ایجاد کنند و حتی سبب تشکیل ناحیه تحت تاثیر حرارت شوند.
3-10. اعوجاج
خمیدگى یا اعوجاج از مشکلات مهم جوشکاری است که باید برطرف گردد. این مسئله در اثر انقباض که به هنگام کرم و سرد شدن پس از عملیات جوشکاری در فلز پایه و جوش بوجود میآید، شکل می گیرد. براى کنترل اعوجاج باید شرایط لازم براى جوشکاری شامل کنترل قبل، حین و بعد از جوشکاری تامین گردد.
3-11 . تورق و پارگى سراسری
این ناپیوستگی ویژه مربوط به فلز پایه است . تورق در اثر حضور آلودگى و ناخالصى غیر فلزی موجود درزمان تولید فولاد ایجاد می شود. این ناخالصی ها به طور طبیعی اکسیدی هستند که در زمانیکه فولاد هنوز مذاب است تشکیل شده و در خلال عملیات بعدى نورد کشیده شده و موجب تورق می شوند. نوع دیگر ناپیوستگی مربوط به پارگی سراسری است و زمانی رخ می دهد که در جهت تمام ضخامت در اثر جوشکارى تنشهاى انقباضى بزرگى ایجاد شده باشد. پارگی عموما موازى سطح نورد شده زیر فلز پایه و معمولآ موازى مرز ذوب جوش رخ می دهد. پارگی سراسرى یک ناپیوستگی است که مستقیما به طرز قرار گیرى اتصال مرتبط می شود.
- 3. جابجا شدن و ناپیوستگی هاى ابعادى
در اثر سوارکردن و مونتاژ غلط اجزاى مورد جوش در کنار یکدیگر، جابجایى بصورت هم محور نبودن دو سطح قطعه کار در جوشهای لب به لب است که در مواردى با برشکارى رفع می شود، اما در بیشتر مواقع باید جوش را بریده و مجددا عملیات جوشکاری بادقت تکرار شود. ناپیوستگی هاى ابعادى، نقائص شکل یا ابعاد هستند و هم درجوش و هم در سازه جوش شده بروز مى کنند.
- آزمایشهای جوش
4-1. ارزیابى جوشکار
آزمونى که صلاحیت جوشکار را براى اجراى ضوابط آیین نامه اى تایید می کند، آزمایش تشخیص صلاحیت یا ارزیابى جوشکار و یا آزمون کیفیت اجرا خوانده می شود. این ارزیابى مشخص می کند که ایا جوشکار دانش و مهارت لازم را در بکارگیرى و اعمال دستورالعمل جوشکارى مدود در رابطه با رده بندى کارى خود دارد یاخیر. ارزیابى جوشکار ممکن است با تجهیزات جوشکارى دستى و یا با تجهیزات جوشکارى تمام اتوماتیک انجام شود.
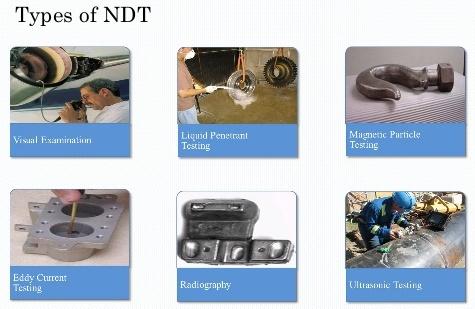
روشهاى آزمایشى که کیفیت یک جوش را تعیین می کند، در سه طبقه بندى بسیار وسیع قرار می گیرد. 1-آزمایش هاى غیر مخرب، 2- آزمایشهاى مخرب و 3- بازرسى عینى .
4-2. آزمایشهاى غیر مخرب
هدف از این آزمایشها، بازرسى و تشخیص عیوب مختلف جوش (سطحى وعمیق) و تایید آن می باشد، بدون اینکه قطعه جوش داده شده غیر قابل استفاده شود. اگر آزمایش نشان دهد که محلی از جوش معیوب است می توان از طرفین محل مذکور به اندازه لازم برداشته و با جوش مجدد اتصال کاملی را به دست آورد .
4-2-1. آزمون ذرات مغناطیسى
آزمون ذرات مغناطیسى یکى از آسانترین آزمایشهاى غیر مخرب جوشکارى است . این روش جوش را براى معایبى از قبیل ترکهاى سطحى، ذوب ناقص، تخلخل، بریدگى کنار جوش، نفوذ ناقص ریشه جوش و اختلاط سرباره کنترل می کند. این آزمایش محل ترکهاى داخلى و سطحى بسیار ریز را براى رویت با حشم غیر مسلح آشکار میکند. قطعه مورد آزمایش با استفاده از جریان الکتریکى، یا قراردادن آن در داخل یک سیم پیچ مغناطیسى می گردد. سطح مغناطیسى شده قطعه با لایه نازکى از یک گرد مغناطیسى نظیر اکسید آهن قرمز پوشده می شود و این لایه گرد در صورت وجود یک عیب سطحى یا داخلى در داخل حفره یا ترک مربوطه فرو می رود.
4-2-2. بازرسى با مواد نافذ
بازرسى با مواد نافذ یکى از شیوه هاى غیر مخرب براى محل یابى معایب سطحى می باشد. سطح مورد بازرسى باید ابتدا از لکه هاى روغن، گریس و مواد ناخالص و خارجى تمیز شود. سپس ماده رنگى مورد نظر بر روى سطح پاشیده شده و در داخل ترکها و سایر ناهمواریهاى نفوذ می کند. رنگ اضافى از روى سطح پاک شده و سپس یک ماده فوق العاده فرار حاوى ذرات ریز سفید رنگ بر روى سطح پاشیده می شود. تبخیر مایع فرار باعث برجاى ماندن گرد خشک سفید رنگ بر روى ماده قرمز نفوذ کرده در ترک می گردد و بر اثر عمل مویینگى، ماده قرمز از ترک بیرون کشیده شده و پودر سفید کاملا قرمز می شود.
4-2-3. آزمون فراصوتى
آزمون فراصوتى قادر به تشخیص معایب داخلى بدون نیاز به تخریب قطعه جوش شده می باشد. موج هاى فراصوتى از داخل قطعه مورد آزمایش عبور داده می شوند و با هرگونه تغییر درتراکم داخلى قطعه منعکس می شوند. امواج منعکس شده (پژواک ها) به صورت برجستگى هایى نسبت به خط مبنا، بر روى صفحه نمایش دستگاه ظاهر می شوند. هنگامى که عیب یا ترک داخلى توسط واحد جست و جو پیدا شود تولید ضربان سومی می کند که بین ضربان اول و دوم بر روى صفحه نمایش ثبت می شود. بنابراین مشخص می شود که این عیب بین سطوح بالاو بایین مصالح (در داخل جسم مصالح ) می باشد.
4-2-4. آزمایش پرتونگاری
پرتونگاری یکى از روشهاى آزمایش غیر مخرب است که نوع و محل عیوب داخلى و بسیار ریز جوش را نشان میدهد. پرتو رادیویى در ضخامت فلز نفوذ کرده و پس از عبور این ضخامت لکه اى بر روى صفحه فیلم ایجاد می کند. میزان جذب پرتوهاى رادیویى توسط مواد مختلف متفاوت است . نفوذ گل، حفره کازى، ترکها، بریدگى هاى کناره جوش و قسمتهاى نفوذ ناقص جوش تراکم کمترى نسبت به فولاد سالم دارند. بنابراین در حوالى این قسمتها پرتو بیشترى به سطح فیلم می رسد و عیوب فلز جوش، به صورت لکه هاى تاریکى بر روى فیلم ثبت می شوند.
4-3. آزمایشهای مخرب
این آزمایشهاى مکانیکى نمونه جوش شده جهت تعیین مقاومت و سایر خواص مکانیکى، نسبتا ارزان قیمت بسیار کاربردى هستند. به همین جهت در سطح وسیعى براى ارزیابى و تایید دستوالعمل جوشکارى و صلاحیت جوشکار به کار می روند.
- نتیجه گیرى
ساختمانهاى فولادى بخش قابل توجهى از ساخت و ساز در ایران را تشکیل می دهند و یکی از مهمترین موضوعات در هر ساختمان فولادى بویژه از نقطه نظر مقاومت لرزه اى، کنترل جوشکارى آن میباشد. جوشها در همه بخشها بایستى منطبق بر اطلاعات نقشه بوده و از لحاظ بعد و طول جوش و کنترل کیفیت لازم بررسى گردد. در این خصوص حتى ممکن است در یک ساختمان فولادى کوچک به انجام آزمایشات غیر مخرب (NDT) بر روى جوش نیاز باشد. در استاندارد، 2800، آزمایشات اولتراسونیک و رادیوگرافى براى کنترل اتصالات جوشى قابهاى خمشى ویژه اجبارى شده است که البته بسته به تشخیص مهندس ناظر در سایر حالات نیز انجام میگیرد.
انواع و روش های جوشکاری
جوشکاری فلزات رنگین با گاز استیلن یا کاربید ( یا فلزات غیر آهنی)
فلزات غیر آهنی یا فلزات رنگی به فلزاتی گفته می شود که فاقد آهن و یا آلیاژهای آن باشند مانند مس – برنج – برنز- آلومینیوم- منگنز- روی و سرب تمام فلزات رنگین را با کمی دقت و مهارت و آشنائی با اصول جوشکاری می توان جوش داد و برای جوشکاری این نوع فلزات بایستی خواص فلز را در نظر گرفت.
جوشکاری مس با گاز
بهترین طریقه برای جوشکاری مس جوشکاری با اکسیژن است ( جوش اکسیژن = اتوگن= استیلن= کاربید اصطلاحات مختلف متداول می باشند) ضمناً می توان جوشکاری مس را با قوس الکتریک یا جوش برق نیز انجام داد. ورقه های مس را مانند ورقه های آهنی برای جوشکاری آماده می کنند یعنی سطح بالائی را تمیز نموده و از کثافات و روغن پاک نموده و در صورت لزوم سوهان می زنند. ولی چون خاصیت هدایت حرارت مس زیادتر است باید مقدار آمپر را قدری بیشتر گرفت. بهتر است همیشه با قطب مستقیم جوشکاری را انجام داد ( با جریان مستقیم و الکترود مثبت) زاویه الکترود نسبت به کار مانند جوشکاری فولاد است. طول قوس حداقل باید 10 تا 15 میلی متر باشد، برای جوشکاری مس می توان از الکترودهای ذغالی استفاده کرد. الکترودهای جوشکاری مس بیشتر از آلیاژ مس و قلع و فسفر ساخته شده اند و گاهی نیز از الکترودهای که دارای فسفر- برنز- سیلکان یا آلومینیوم هستند استفاده می کنند چون انبساط مس در اثر گرم شدن زیاد است فاصله درز جوش را در هر 30 سانتیمتر در حدود 2 تا 3 سانتیمتر زیادتر در نظر می گیرند. خمیر روانساز مس معمولاً در حرارت 700 تا 1000 درجه ذوب می شود و به صورت تفاله (گل جوش) سبکی روی کار قرار می گیرد و از تنه کار به علت کف کردن در روی کار نباید استفاده شود. بدون روانساز هم می توان مس را جوش داد و معمولاً از براکس استفاده می گردد. مس را به وسیله شعله خنثی جوش دهیم تا تولید اکسید مس نکند چون ضریب هدایت حرارت مس زیاد است باید پستانک جوشکاری مشعل 1 تا 2 نمره بیشتر از فولاد انتخاب شود. بهتر است مس را قبل از جوشکاری گرم نمائیم و با سیم جوشکاری مخصوص جوش داد برای جوشکاری صفحه 5 میلیمتری سیم جوش 4 میلیمتری کافی است و از وسط ورق شروع به جوشکاری می نمائیم و وقتی فلز هنوز گرم است روی آن چکش کاری می شود تا استحکام درز جوش زیاد شود.
جوشکاری سرب
در این نوع جوشکاری بیشتر از گاز هیدروژن و اکسیژن استفاده می گردد. در جوشکاری سرب احتیاج به گرد مخصوص نیست ولی باید قطعات کار را قبل از جوشکاری کاملاً صیقلی نموده سیم جوش سرب باید کاملاً خالص باشد چون سرب مذاب بسیار سیال می باشد. لذا جوشکاری درزهای قطعات سربی که به وضع قائم قراردارند بسیار دشوار و مستلزم مهارت و تجربه زیاد است.
جوشکاری چدن با برنج یا لحیم سخت برنج
چدن را می توان با برنج جوش داد. قطعات چدنی را باید همان طوری که برای جوشکاری با سیم جوش چدنی آماده می شوند برای برنج جوش آماده ساخت. لبه های درز جوش را باید به وسیله سوهان یا ماشین تراشید و هیچگاه لبه های درز قطعات چدنی را با سنگ سمباده پخ نزنید. زیرا ذرات گرافیت روی ذرات آهن مالیده می شوند و لحیم سخت خوب به چدن نمی چسبد. قطعات چدنی را قبل از شروع به جوش دادن حدود 210 تا 300 درجه سانتی گراد گرم کنید و گرد جوشکاری مخصوص چدن به کار برید تا بهتر به هم جوش بخورد.
نقطه ذوب سیمهای برنجی باید در حدود 930 درجه سانتی گراد باشد. سیمهای برنجی که برای جوش دادن قطعات چدنی به کار می روند دارای مقدار زیادی مس است و کمی نیکل نیز دارند . نیکل اتصال لحیم را به چدن آسان می کند و نقطه ذوب زیاد آن موجب سوختن گرافیت درز جوش می شود . در جوشکاری چدن با برنج از شعله ملایم پستانک بزرگ با فشار کم استفاده کنید. اگر فشار شعله زیاد باشد گرد جوشکاری از درز خارج می شود و در نتیجه قطعات چدنی خوب به هم جوش نمی خورند. قطعات چدنی را باید پس از جوشکاری در محفظه یا جعبه ای پر شن یا گرد آسپست قرار داد تا بتدریج خنک شود و سبب شکنندگی و ترک و سخت شدن چدن نگردد.
جوشکاری منگنز
از منگنز به صورت خالص استفاده نمی شود در جهت عکس از آلیاژهای ماگنزیوم استفاده می شود که برای ریختگی فشاری از آن استفاده می گردد . به جای آلیاژهای Mg. Mn و Mg. Al و Mg AlZn امروزه از آلیاژهای مخصوصاً محکم Zr و Th استفاده می شود. برای جوشکاری ماگنزیوم و آلیاژهای آن از همان شرایط جوشکاری آلومینیوم استفاده می گردد. قابلیت هدایت حرارت زیاد و انبساط سبب پیچش زیاد کار می شود. ماگنزیوم در درجه حرارت محیط به سختی قابل کار کردن است و در 250 درجه می توان به خوبی کار گرد.
جوشکاری برنج با گاز
برنج مهمترین آلیاژ مس است و از مس و روی و گاهی قلع و مقداری سرب تشکیل می شود، این فلز در مقابل زنگ زدگی و پوسیدگی مقاوم است. چون روی در حرارت نزدیک ذوب برنج تبخیر می گردد بنابراین جوشکاری با این فلز مشکل می باشد. برنج از 60 درصد مس و 40% روی و گاهی مقداری سرب تشکیل شده است. درموقع جوشکاری روی به علت بخار شدن و اکسید روی محل جوش را تیره کرده و عمل جوشکاری را مشکلتر می نماید. ضمناً گازهای حاصله خطرناک بوده و باید از محل کار تخلیه گردند. درموقع جوشکاری روی حرکت دست بسیار مهم است و باید حتی الامکان سرعت دست را زیاد کرده وگرده جوش کمتری ایجاد نمود تا فرصت زیادی برای تبخیر روی نباشد. برنج را می توان با الکترودهای گرافیتی و معمولی جوشکاری نمود، درجوشکاری برنج از قطب معکوس استفاده می شود. فاصله قوس الکتریکی باید حداقل 5 تا 6 میلیمتر باشد. برنج ساده تر از فولاد و چدن و مس جوش داده می شود و استحکام و قابلیت انبساط آن درمحل درز جوش بسیار خوب است. توجه شود چون انقباض و انبساط برنج زیاد است نمیتوان به وسیله چند نقطه جوش به هم وصل کرد بلکه بایستی به کمک بست هائی که در حین جوشکاری می توان آنها را به هم متصل نمود از پیچیدگی جلوگیری شود. توجه شود که در جوشکاری از سیمهای مخصوص جوشکاری برنج که مقدار مس آن 42 تا 82 درصد است استفاده نمائید و برای جلوگیری از اکسیداسیون از گرد جوشکاری استفاده می شود و از استعمال تنه کار در جوشکاری برنج باید خودداری شود زیرا درز جوش را خورده سوراخ سوراخ و متخلخل می سازد و شعله را باید طوری تنظیم کرد که اکسیژن آن از استیلن بیشتر باشد زیرا روی در حرارت 419 درجه ذوب و در 910 درجه تبخیر می شود و رسوبی از روی و اکسید روی در کنار درز جوش به وجود می آید. مقدار اکسیژن شعله بستگی به نوع آلیاژ دارد و می توان قبلاً قطعه ای از آن را به طور آزمایشی جوش داد و اگر درز جوش سوراخ و خورده نشد خوب است. و اکسیژن زیاد هم باعث کثیف شدن جوش می شود . ورقهای نازکتر از 4 میلیمتر را از راست به چپ و ورقهای ضخیم تر از 4 میلیمتر را از چپ به راست جوش می دهند. به چکش کاری و خروج دود خطرناک و استفاده از ماسک مخصوص وباز نمودن پنجره وهواکش باید توجه نمود.
جوشکاری فولاد زنگ نزن با گاز
قابلیت هدایت حرارت فولاد زنگ نزن کمتر از فولاد معمولی می باشد و می توان سر مشعل را کوچکتر انتخاب کرد. شعله جوشکاری باید برای جوش فولاد زنگ نزن خنثی باشد زیرا اکسیژن یا استیلن اضافی با عناصر تشکیل دهنده فولاد زنگ نزن ترکیب شده و درز جوش خورده پس از مدتی زنگ می زند . روانساز جوشکاری فولاد زنگ نزن را به صورت خمیر در آورده روی درز جوش می مالیم . سیم جوش باید حتی ا
")